0510-88888016
0510-88888016

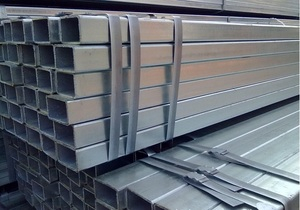
冷軋方管折彎是通過機械或熱力手段使其發生塑性變形,從而形成特定角度或曲率的過程。由于冷軋方管在軋制過程中已產生加工硬化,其塑性相對較低,折彎時需嚴格控制工藝參數以避免開裂、回彈或截面畸變。以下是冷軋方管折彎的詳細方法及關鍵要點:

一、折彎前準備
材料選擇與檢驗
DP鋼(雙相鋼):適用于小半徑折彎(R≥1.5t,t為壁厚),因延伸率較高(10%-25%)。
普通低碳鋼(Q235):適用于大半徑折彎(R≥2.5t),成本低且易成型。
材質匹配:根據折彎半徑和角度選擇合適材料。例如:
表面檢查:確認無裂紋、劃痕或銹蝕,否則需打磨或返修。
尺寸復核:測量邊長、壁厚及直線度,偏差需符合標準(如邊長±0.3mm,壁厚±8%t)。
預處理
退火處理:對高強鋼(如DP600以上)進行局部退火(溫度600-650℃,保溫30分鐘),降低硬度(HRC從30降至20左右),提升塑性。
潤滑涂層:在方管內壁涂抹石墨潤滑劑或噴涂水性脫模劑,減少摩擦,防止表面拉傷。
二、折彎工藝方法
1. 冷彎成型(常溫折彎)
適用場景:半徑較大(R≥2t)、角度≤90°的折彎。
設備選擇:
液壓折彎機:適用于批量生產,精度±0.5°。
滾彎機:用于連續彎曲(如環形結構),但需多道次逐步成型。
工藝步驟:
對復雜角度(如135°)可分兩次折彎,每次角度差10°-15°,減少單次變形量。
慢速折彎(5-10mm/s)可減少回彈,但需避免長時間停留導致局部過熱。
使用專用夾具固定方管,防止折彎時滑動或扭曲。
V型槽寬度:通常為方管邊長的1.2-1.5倍(如50×50mm方管,V槽寬60-75mm)。
圓角半徑:R≥1.5t(高強鋼需更大半徑以避免開裂)。
模具設計:
定位與夾緊:
折彎速度控制:
多道次折彎:
關鍵參數:
| 參數 | 推薦值 | 影響 |
|---|---|---|
| 折彎半徑(R) | ≥1.5t(高強鋼)或≥2.5t(低碳鋼) | R過小易開裂,過大易回彈 |
| 折彎角度 | ≤90°(單道次) | 角度過大需多道次或熱彎 |
| 下模開口寬度 | 方管邊長×1.2-1.5 | 寬度不足導致截面畸變 |
2. 熱彎成型(局部加熱折彎)
適用場景:小半徑(R<1.5t)、高強鋼或復雜角度折彎。
加熱方式:
中頻感應加熱:加熱速度快(5-10秒/區域),溫度均勻(±20℃)。
火焰加熱:成本低,但溫度控制精度差(±50℃),適用于厚壁方管。
工藝步驟:
自然冷卻:適用于普通鋼,避免急冷導致脆化。
水霧冷卻:對高強鋼可快速固定形狀,但需控制水量(避免局部過冷)。
加熱后3秒內完成折彎,防止溫度下降導致塑性降低。
低碳鋼:600-700℃(呈亮紅色)。
高強鋼(如DP600):650-750℃(避免過熱導致強度下降)。
加熱長度=折彎半徑×π/2(如R=20mm,加熱長度≈31.4mm)。
加熱區域定位:
溫度控制:
快速折彎:
冷卻方式:
優勢與局限:
優勢:可實現小半徑折彎,減少回彈。
局限:加熱可能導致材料氧化(需后續酸洗),且能耗較高。
3. 填充介質折彎
適用場景:薄壁方管(t<2mm)或易塌陷截面。
填充材料:
低熔點合金:熔點60-80℃(如Bi-Sn合金),折彎后加熱熔化取出。
石英砂:成本低,但需振動填充密實,折彎后需清理。
工藝步驟:
填充:將方管一端密封,從另一端灌入填充介質并振實。
折彎:按冷彎工藝進行,填充介質支撐內壁防止塌陷。
清理:折彎后加熱熔化合金或倒出石英砂。
典型案例:
汽車排氣管:采用石英砂填充折彎,保證圓角過渡光滑,無褶皺。
固話一:0510-88888016 賀部長(賀懷喜)主管 固話二:0510-88888017 孫經理 業務經理 固話三:0510-83076068 賀慶鎮 業務經理
固話四:0510-83076658 姜園園 業務經理 固話五:0510-83079993 高經理 固話六:0510-83079994 季經理 傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理 手機:132 1875 9999 副總 手機:133 3878 6068 賀部長 ( 廠長) 手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處) 上網洽談工具:QQ 473334606 郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
Copyright © 2018 無錫快發鋼管制造有限公司 版權所有
熱門標簽:冷軋方管 (64)無錫方管 (40)無錫方管生產廠家 (38)無錫方管廠家 (36)無錫方管廠 (36)規格 (35)小口徑方管 (33)菱形花紋管 (30)方管 (29)光亮方管 (28) 更多